不锈钢棒材线材型材生产工艺流程
(1). 三辊式轧机--线材用特殊轧机。以上、中、下三轧辊构成。使用上、中辊及下、中辊进行连续轧制。
(2). 成组精密轧机-线材用精密轧机。用10台左右的轧机紧凑地装设在一个机架内,构成直线式轧机。它适用于精密轧制。
(3). H型不锈钢-用横向轧辊和纵向轧辊构成的万能式热轧轧机轧制或者是使用3条扁钢焊接而成的H型不锈钢。
一、棒材、线材
制作不锈钢棒材或线材的坯料,是使用从熔融的钢水经过连续铸造设备制成半成品的坯料。当连续铸造设备不能够铸造出小断面的坯料时,可将半成品的板坯在型钢轧制设备上,轧成所需断面尺寸的坯料。这样一来,能量等损耗大而且材料的利用率降低。现在不锈钢材生产厂家都直接轧制出制作棒材或线材所需的坯料。坯料放置在加热炉中加热至1200℃以上,经过多台型钢轧机轧成圆形棒材。再经过涡流探伤检验后,剪切成一定长度的圆钢。热轧的不锈钢圆钢经过热处理、酸洗、精整以后,打包出厂。与制造粗线材一样,也可制造成缠绕成线圈的卷线材。图5-10表示线材生产工艺流程。

制造不锈钢线材使用的设备与圆钢相同。使用多座热轧机最后轧成圆形棒材(圆钢),从生产线分离到精轧机组,使用多段程序轧机组进行精密轧制,轧制成φ5~6mm的线材(这种状态称为“线一棒”)。多段程序轧机的结构与特征如图5-11所示。近年来从加热开始到成品卷取为止,所有工序组成为轧制流水作业线。以前,精密轧制都是人工操作,操作者用夹钳将烧红的钢材头端夹住,插入到轧辊的孔型中去。

轧制以后,缠绕成一定尺寸的圆形圈状卷材放在冷却移动台(即图中的缠绕导向运输带)上移动,随后进到卷取装置中。也有不锈钢生产厂家有效地利用热轧时材料的余温,在卷取工艺之前,以简单的加热装置确保其温度、冷却的联机热处理。卷取后的不锈钢线材,缠绕成卷材,便于吊运。在热处理炉进行热处理后再进行酸洗和精整处理。
不锈钢线材,最终有的加工成螺钉、螺母;而比较细的线材多数用于制作钢丝网、导销、钉子、弹簧等。也有不锈钢线材拉拔工,将购进的d5~6mm左右的不锈钢线材使用拔丝机拉拔成更细的线材作为最终产品销售的。
二、型材
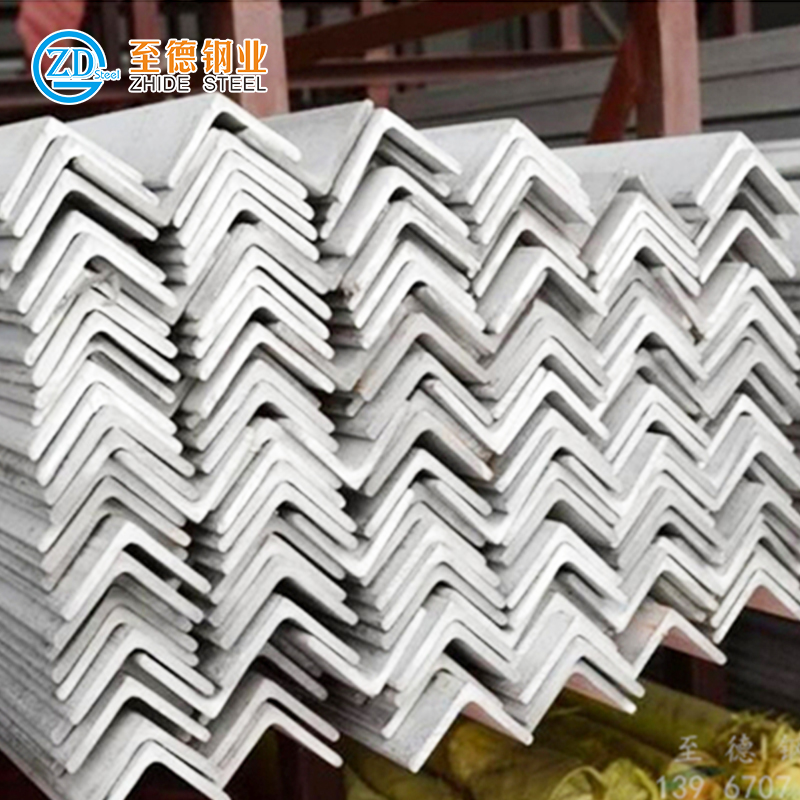
使用从熔融钢(钢水)经过连续铸造设备铸成的半成品坯料,加热至1200℃以上,经过具有产品形状的孔型轧辊的轧机多道次轧制而成所需的型钢。热轧出的型钢,有扁钢、角钢和H型钢等。热轧后,经过热处理,酸洗以及精整(矫直),再按一定长度切断捆扎出厂。
现在,普通钢的H型钢采用热轧方法已经通行了。由于不锈钢和普通钢相比,不锈钢的热加工性比较差,不锈钢生产厂家不直接生产型钢。不锈钢型材作为建筑结构材料使用时,几乎全部是采用焊接成形的不锈钢型材。采用3条长尺寸条料组成H型再在两侧进行焊接而成,焊接H型钢的焊道处理和矫直是个棘手的大问题,花费工时较多。
作为其他的特殊制造方法,有的使用H型模具,采用热挤压机,直接热挤压成产品。此法虽然在H型钢的尺寸和规格上均受到限制,但能生产出高质量的产品。利用这种热挤压机,非常有效地生产出各种不同形状的不锈钢产品,满足了多方面的需求。因为不锈钢的成形加工和焊接等工序的成本较高,所以特殊形状的产品组装制造费用高。对于特殊异形品,最合适的方法是制造一次性模具,低成本的在热挤压机上批量生产。
不锈钢型钢有扁钢、角钢、H型钢和其他的不等边角钢、槽钢等多种产品,角钢虽然多是采用热轧方法生产,但也有使用冷成形加工出来的角钢。在建筑材料方面,使用的不锈钢角钢和槽钢几乎全部是冷成形加工产品。多数采用成形辊冷轧或是在冲床上压力加工而成。从创新设计构思观点出发,也使用通过拉丝加工的多种表面状态的不锈钢建筑用材。
发表评论:
◎欢迎参与讨论,请在这里发表您的看法、交流您的观点。